
Description
| SPÉCIFICATIONS TECHNIQUES | ROMI DCM 620-5F | |
| Broche | ||
| Cône de broche | ISO | 40 |
| Plages de vitesse | rpm | 10 to 10,000 |
| Avances | ||
| Avance rapide (axes X/Y/Z) | m/min | 36 |
| Vitesse de coupe max. programmable | mm/min | 1 to 20,000 |
| Rotation maximale (axes B et C) | rpm | 12 |
| Courses | ||
| Course axe X | mm | 620 |
| Course axe Y | mm | 520 |
| Course axe Z | mm | 460 |
| Distance entre la broche et la talbe | mm | 150 ~ 610 |
| Angle de rotation – axe B | degrés | -110 degrés ~ +110 degrés (**) |
| Angle de rotation – axe C | degrés | 360 degrés |
| Table rotative | ||
| Surface de la table | mm | 600 x 600 |
| Nombre de rainures en T | mm | 5 |
| Largeur de rainure en T x distance | mm | 18 x 100 |
| Alésage du guidage central | mm | Ø 60 (2,4) H7 |
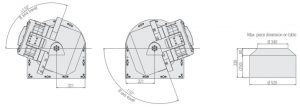
| Dimension max. de la pièce sur la table | mm | Ø 520 x 330 hauteur |
| Poids admissible | kg | 300 |
| Porte-outil à changement automatique | ||
| Capacité | 30 | |
| Diamètre max. de l’outil | mm | 76 |
| Diamètre max. de l’outil lorsque les emplacements adjacents sont vides | mm | 127 |
| Longueur max. de l’outil | mm | 250 |
| Poids max. de l’outil | kg | 7 |
| Poids max. de l’outil dans le magasin | kg | 160 |
| Type de cône | type | BT / BBT 40 |
| Puissance | ||
| Moteur principal à courant alternatif (S6-40%-10 minutes) | cv / kW | 24 / 18 |
| Moteur principal à courant alternatif (service continu) | cv / kW | 16//12 |
| Puissance totale | kVa | 50 |
| Dimensions et poids (*) | ||
| Hauteur (Z max.) | mm | 2,873 |
| Encombrement au sol (face avant x côté) | mm | 4,167 x 3,400 |
| Poids net | kg | 9,2 |
| (*) Sans convoyeur à copeaux (*) Pour les machines équipées du palpeur outil l’angle est de +80 degrés | ||




")